








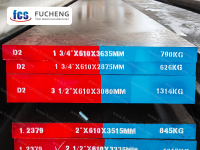
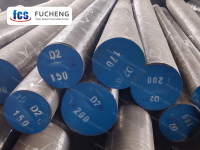

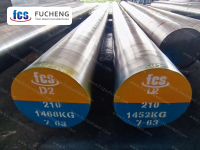

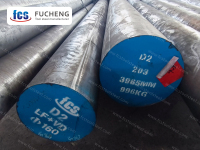
Stal narzędziowa D2 | 1.2379 | X155CrVMo12-1 | SKD11
Stal D2, stanowiąca punkt odniesienia dla wysokowęglowych i wysokochromowych stali matrycowych do pracy na zimno, charakteryzuje się precyzyjnym stosunkiem 12% chromu do 1,5% węgla, tworząc dużą ilość twardych węglików. Utrzymuje ona niezwykle wysoką twardość 60-62 HRC, a jednocześnie charakteryzuje się lepszą odpornością na zużycie niż zwykła stal narzędziowa (5-8 razy wyższą niż zwykła stal). Po odpowiedniej obróbce cieplnej stal D2 może znacznie poprawić swoje właściwości przeciwpęknięciowe, co jest szczególnie przydatne w zastosowaniach wymagających dużej wytrzymałości, takich jak precyzyjne wykrojniki i narzędzia tnące. Stal D2, znana jako „stal półnierdzewna”, tworzy również na swojej powierzchni warstwę pasywną, opóźniając korozję, stając się klasycznym wyborem dla równowagi między wydajnością a kosztami w przemyśle.
- Fucheng steel
- Chiny
- 1 miesiąc
- 2000 ton/miesiąc
- Informacja
- wideo
- pobierania.
STAL NARZĘDZIOWA D2
| Metoda wytopu i produkcji: | LF+VD+Kute |
| Warunki dostawy: | Wyżarzone |
| Twardość po dostawie: | ≤255 HBS |
| Standard testu UT: | Wrzesień 1921-84 Klasa 3 D/d,E/e |



PORÓWNANIE GATUNKU STALI D2 I PORÓWNANIE SKŁADU CHEMICZNEGO
| Standard/Gatunek stali | Skład chemiczny (%) | ||||||
| C | I | Mn | Cr | Dla | W | ||
| ASTM | D2 | 1,40~1,60 | ≤0,60 | 0,10~0,60 | 11,00~13,00 | 0,70~1,20 | 0,50~1,10 |
| Nr DIN/W | X155CrVMo12-1/1,2379 | 1,45~1,60 | ≤0,60 | 0,20~0,60 | 11,00~13,00 | 0,70~1,00 | 0,70~1,00 |
| ON | SKD11 | 1,40~1,60 | ≤0,40 | ≤0,60 | 11,00~13,00 | 0,80~1,20 | 0,20~0,50 |
APLIKACJA
Stal narzędziowa D2 nadaje się do stali narzędziowych o złożonej deformacji, wszelkiego rodzaju matryc do tłoczenia na zimno o wysokiej odporności na zużycie i długiej żywotności, ostrzy do ścinania na zimno i płyt do walcowania gwintów; formowania na zimno metodą wytłaczania, rozciągania folii, blach ze stali nierdzewnej i matryc do cięcia wyważonego materiałów o wysokiej twardości itp.
CHARAKTERYSTYKA STALI D2
Jako przedstawiciel stali narzędziowej wysokowęglowej i wysokochromowej, stal D2 zawdzięcza swoje podstawowe właściwości unikalnemu składowi chemicznemu. Stosunek zawartości węgla 1,4%-1,6% do zawartości chromu 11%-13% w stali D2 tworzy dużą liczbę twardych cząstek węglika chromu, co stanowi mikroskopijną podstawę jej właściwości.
Największą zaletą stali D2 jest jej ekstremalna odporność na zużycie, osiągająca twardość 58-62 HRC po obróbce cieplnej. Ta cecha sprawia, że stal D2 doskonale nadaje się do produkcji form do obróbki plastycznej na zimno, szczególnie w przypadku blach o dużej wytrzymałości na zużycie podczas tłoczenia.
Stal D2 charakteryzuje się doskonałymi właściwościami hartowania w chłodzeniu powietrzem, a chłodzenie powietrzem pozwala uzyskać wysoką twardość. Zdolność stali D2 do samoutwardzania znacznie zmniejsza ryzyko odkształceń podczas obróbki cieplnej, co jest kluczowe dla precyzyjnej produkcji form i pozwala zachować stabilność wymiarową z dokładnością ± 0,05 mm.
Choć stal D2 jest klasyfikowana jako stal hartowana w powietrzu, zachowuje ona umiarkowaną wytrzymałość. Dzięki stopniowej kontroli procesu hartowania, udarność stali D2 może sięgać 20-30 J/cm², co czyni ją materiałem o dobrej równowadze wśród stali odpornych na zużycie.
Stal D2 charakteryzuje się odpornością na korozję porównywalną ze zwykłą stalą węglową i stalą nierdzewną. Warstwa pasywacyjna utworzona przez chrom w stali D2 zapewnia jej podstawowe właściwości antykorozyjne, jednak w przypadku długotrwałego narażenia na działanie wilgotnych środowisk nadal wymagana jest ochrona powierzchni.
Proces obróbki cieplnej ma znaczący wpływ na właściwości stali D2. Zalecana metoda to hartowanie olejowe w temperaturze 1020-1040°C i odpuszczanie w temperaturze 180-220°C. Stal D2 może osiągnąć optymalny stosunek twardości do wytrzymałości, przy współczynniku konwersji austenitu resztkowego przekraczającym 95%.
Podczas obróbki stali D2 należy zwrócić uwagę na dobór narzędzi skrawających. Zaleca się stosowanie narzędzi skrawających ze stopów twardych lub borazonu (CBN), z prędkością skrawania 80-120 m/min i odpowiednim chłodzeniem, aby uniknąć utwardzenia zgniotowego.




